News
From the conference held by Mario Gozzi (CFT) during the World Tomato Processing Congress (Budapest, 9-12 June 2024, “Technology and innovation in the tomato processing industry” session).
 Mario Gozzi covers the role of Innovation Director at CFT (currently part of ATS Corporation from Canada) where he has been working for the last 25 years. Within the Company, he has covered different roles such as Technical Manager for the processing Department, R&D manager, Head of engineering supporting sales and Regional Manager for the American continent. He has been leading the diversification of CFT into fruit purees and concentrates which nowadays account for a large portion of the company turnover on the side of tomato which remains the main business. A mechanical engineer specialized in food processing by training, Mario defines himself as an engineer with a passion for improving food in all its aspects through innovation and scientific approach.
Mario Gozzi covers the role of Innovation Director at CFT (currently part of ATS Corporation from Canada) where he has been working for the last 25 years. Within the Company, he has covered different roles such as Technical Manager for the processing Department, R&D manager, Head of engineering supporting sales and Regional Manager for the American continent. He has been leading the diversification of CFT into fruit purees and concentrates which nowadays account for a large portion of the company turnover on the side of tomato which remains the main business. A mechanical engineer specialized in food processing by training, Mario defines himself as an engineer with a passion for improving food in all its aspects through innovation and scientific approach.
“This presentation will cover a very important topic that everybody should have been struggling with: energy saving and working cost reduction. During this presentation, we will try to shed light on energy consumption, greenhouse gas emissions and energy self-sufficiency for some tomato processing countries giving guidance on how the energy efficiency process could be managed".
One of the first statements we can make is that the scarce energy self-sufficiency of many of the tomato processing countries, coupled with international turmoil in prices, can generate huge spikes in energy prices that are affecting the industry.
The first thing I tried to understand has been how much is the food industry contributing to greenhouse gas emissions, and the answer is roughly 26%, out of which 4% is the food processing specifically, excluding transport, packaging and retail.
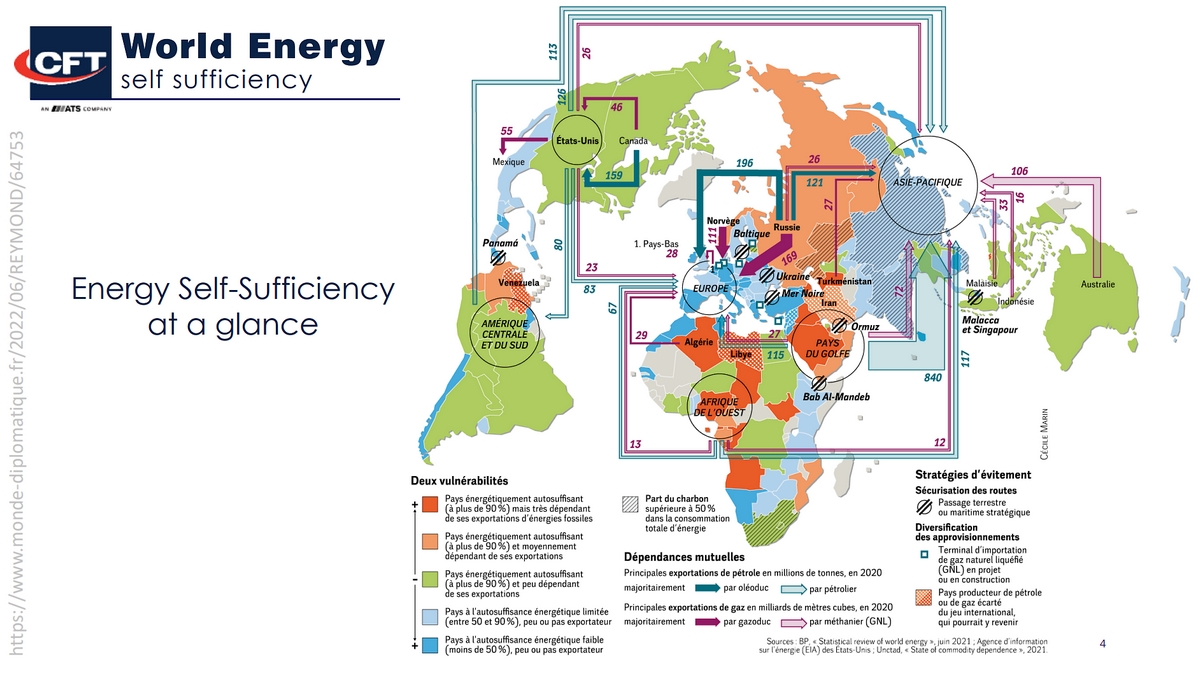
On this map (published by Le Monde Diplomatique), you can see the self-sufficiencies of countries in energy terms; for instance, all the countries that appear in blue colour are not independent because they are less than 50% self-sufficient and this is the case for key processing countries like Italy, Portugal, Spain and Chile; those appearing in green colour, such as the United States, are in better shape because they are 100% self-sufficient and, on top of that, their GDP does not depend so much on the export of energy; the ones in orange colour, like Russia, are self-sufficient but their GDP depends enormously on the exports of energy.
The price of Natural Gas in the last couple of years had spikes as high as 350 Euros/MWh and it has come down now but, in reality, the numbers that we see here are still 300% higher than what they used to be back in June 2020.
On top of that we have geopolitics, with the European Green Deal striving to make the EU the first carbon neutral continent by 2050, and basically having 100% of electrical current in the continent being supplied by renewable energies; California has very similar programs working at reducing emissions.
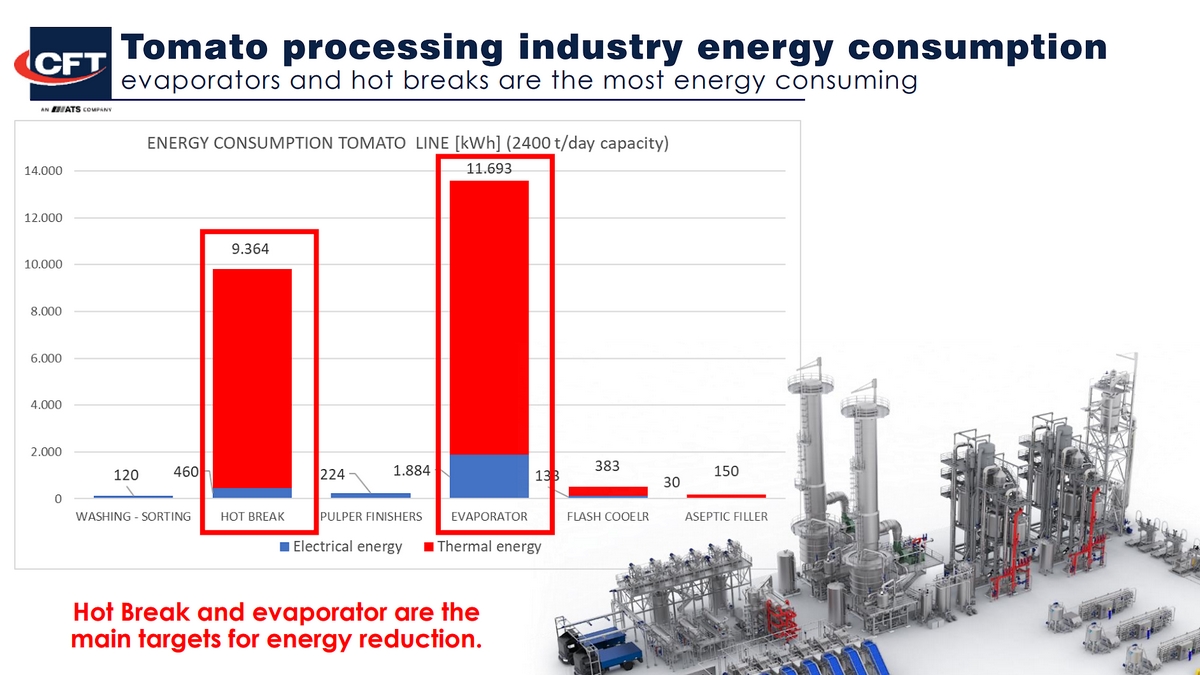
Going back to the tomato factory, we can ask ourselves “Where is energy consumed in a typical processing line?” There are two units in particular: the Hot Break and Evaporator which are responsible for the largest consumption of energy; in particular we see that, as far as thermal energy, they account for 54% and 43% of the total thermal energy. All the other energy consumptions, such as those in the sterilization or aseptic filling operations, are marginal compared to Hot Break and Evaporation.
The price of Natural Gas in the last couple of years had spikes as high as 350 Euros/MWh and it has come down now but, in reality, the numbers that we see here are still 300% higher than what they used to be back in June 2020.
On top of that we have geopolitics, with the European Green Deal striving to make the EU the first carbon neutral continent by 2050, and basically having 100% of electrical current in the continent being supplied by renewable energies; California has very similar programs working at reducing emissions.
Going back to the tomato factory, we can ask ourselves “Where is energy consumed in a typical processing line?” There are two units in particular: the Hot Break and Evaporator which are responsible for the largest consumption of energy; in particular we see that, as far as thermal energy, they account for 54% and 43% of the total thermal energy. All the other energy consumptions, such as those in the sterilization or aseptic filling operations, are marginal compared to Hot Break and Evaporation.
Hence, if something has to be done for energy saving in a tomato factory, that’s where we should start: Evaporator and Hot Break, because this is where most of the energy is consumed.
What are the available technologies to reduce consumption in evaporation? Multiple effects have been in the market since ever, TVR or Thermal Vapor Recompression also gathered some momentum but, the one technology that has had the biggest focus in the industry in recent years has been the MVR – Mechanical Vapour recompression. The surge in sales from recent years has been quite impressive: more than 70 models sold by CFT in the last 20 years with 18 units delivered in 2023.
What are the key features of MVR technology and how is this possible to achieve its unmatched results?
What are the key features of MVR technology and how is this possible to achieve its unmatched results?
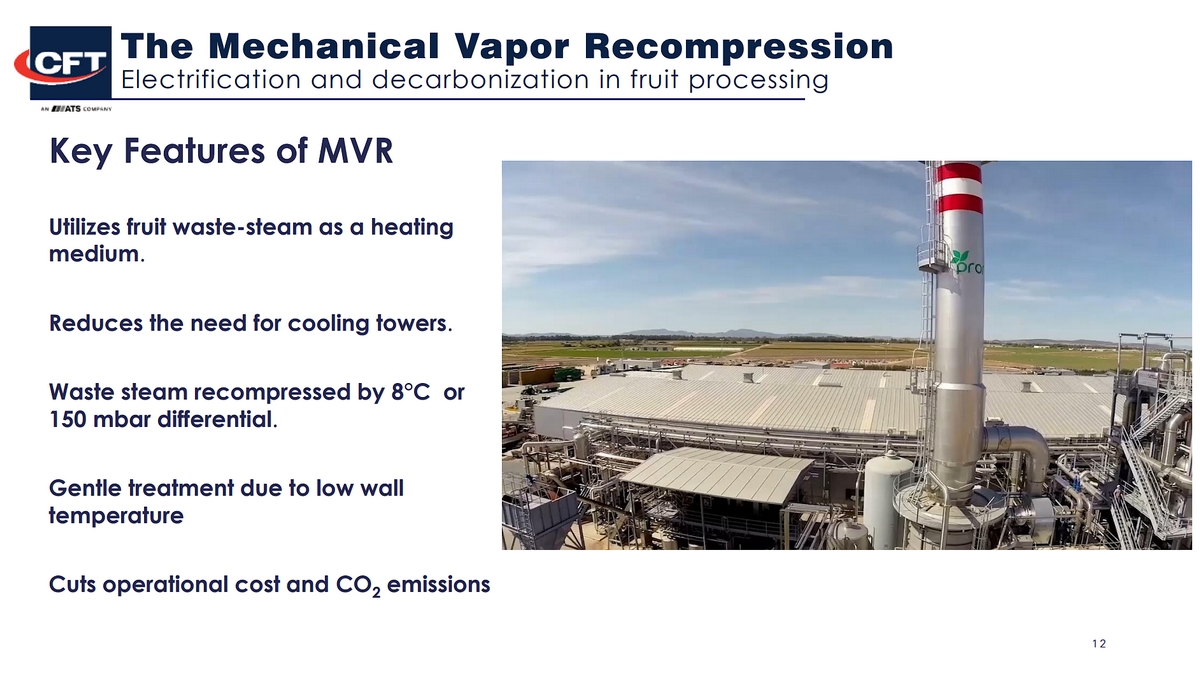
First of all, the very basic principle of an MVR is that we are reutilizing the waste steam.
When you approach a tomato factory from a distance, you see a lot of vapor going up in the air from cooling towers. That vapor contains precious energy, since it still retains the latent heat of vaporization, but we are dissipating it into the atmosphere. Not only that, but we pay money for water pumps and cooling towers fans to achieve this goal. The MVR recovers that amount of energy, recompresses the waste vapors and utilizes them to achieve further evaporation.
The second point, as I just mentioned, is the reduced need for cooling towers. The small enthalpy gap that is involved in MVR – we are only recompressing vapors by 150 mbars (0.15 bar) is nothing, but enough to transfer this energy back into the process.
Then there is a distinct advantage of high quality; while the MVR technology was elected in the early years to reduce the energy consumption, that was its main target, over and over, companies producing low Brix products – such as Mutti with its best-selling passata to mention one – started to utilize these types of machineries to achieve high quality products. The low temperature on the pipe wall (only 6 to 8 degrees Celsius temperature differential) and the low volume of product inside the unit can really generate an appreciable difference on low-brix products.
Finally, MVR cuts operational costs and CO2 emissions.
On the product side of the evaporator, where the product is circulating, little pumps are used because we are in a falling-film mode. We call this unit “Low Density Model”. On the vapor side we are recompressing with MVR. This machine is its own cooling tower: all the vapors coming out of it are recompressed and recondensed in the machine itself.
The Low Density model, as we said, is characterized by a product side which is the falling film, little pumps and we are only wetting few millimeters of internal surface of the pipes. With this type of unit, it is possible to reach a concentration of around 8 to 9 Brix which might seem low but, in reality, it represents 50% of the total water removal, which is an important gain.
Yet, with the newest series of MVR evaporators, which we call "Mid Density Evaporators", foreseeing a forced circulation on the product side, we were able to break that barrier and achieve products like you see on the little image: that’s a 15 to 16 Brix product and 1.5 millimeter screen and scoring 3 centimeter Bostwick. That is a viscous, consistent product which was not possible to process with MVR previously. Now we can process it and the 15 -16 Brix range represents 80% of the total water removal!
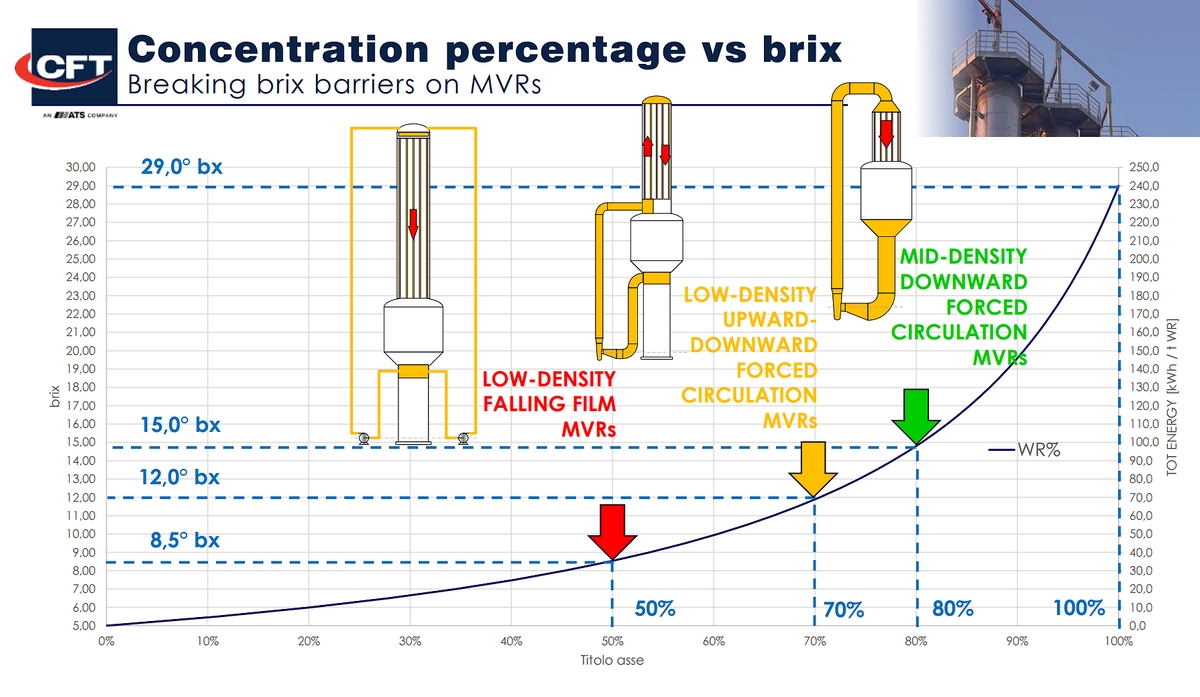
If you look at a chart where we have the percentage of water removal on the “x” axis and we have Brix on the “y” axis, we can identify these three steps: the first one is where the falling film units can be effective, evaporating 50% of the total water removal at 8.5 Brix. Then with the previous rising-descending type of evaporators, which are typical forced circulation evaporators, we could reach 12 Brix and 70% of water removal, while with the latest generation of downward forced concentration MVRs, we can reach 15 Brix which is 80% of total water removal with virtually zero steam consumption.
Another advantage that comes with the forced circulation is the fact that we are expanding the working days prior to CIP (Cleaning in Place). In the industry we all know that every stop costs money. For these tomatoes that will not be processed, we have no cold storage like in apple industry: somebody else will process them. With this new generation of MVR units (ART3MIS MVR) we were able to basically extend the production up to the whole season or perform one stop per season at the max.
These couple of slides are trying to give you graphically a visualization of what the energy saving could be.
Another advantage that comes with the forced circulation is the fact that we are expanding the working days prior to CIP (Cleaning in Place). In the industry we all know that every stop costs money. For these tomatoes that will not be processed, we have no cold storage like in apple industry: somebody else will process them. With this new generation of MVR units (ART3MIS MVR) we were able to basically extend the production up to the whole season or perform one stop per season at the max.
These couple of slides are trying to give you graphically a visualization of what the energy saving could be.
The number of 220 KWh per ton of water removal represents the specific energy consumption of a triple effect; and the red area represents the energy consumed by this machine, which we would call the "baseline". What can be achieved with respect to this baseline? The maximum we can achieve nowadays is utilizing the falling film evaporator up to 50% water removal corresponding to a 8.5 Brix; the specific energy consumption goes down from 220 KWh per ton of water removal to 29.6 KWh which is very low. Then from 50% to 80%, which is the 15 Brix threshold, we can operate with an MVR at forced downward circulation; the reason why the specific energy goes up a little bit to 43.6 kWh/t is because we have bigger circulation pumps powered by electric motor. Finally, only the last 20% of water removal can be achieved with a triple effect.
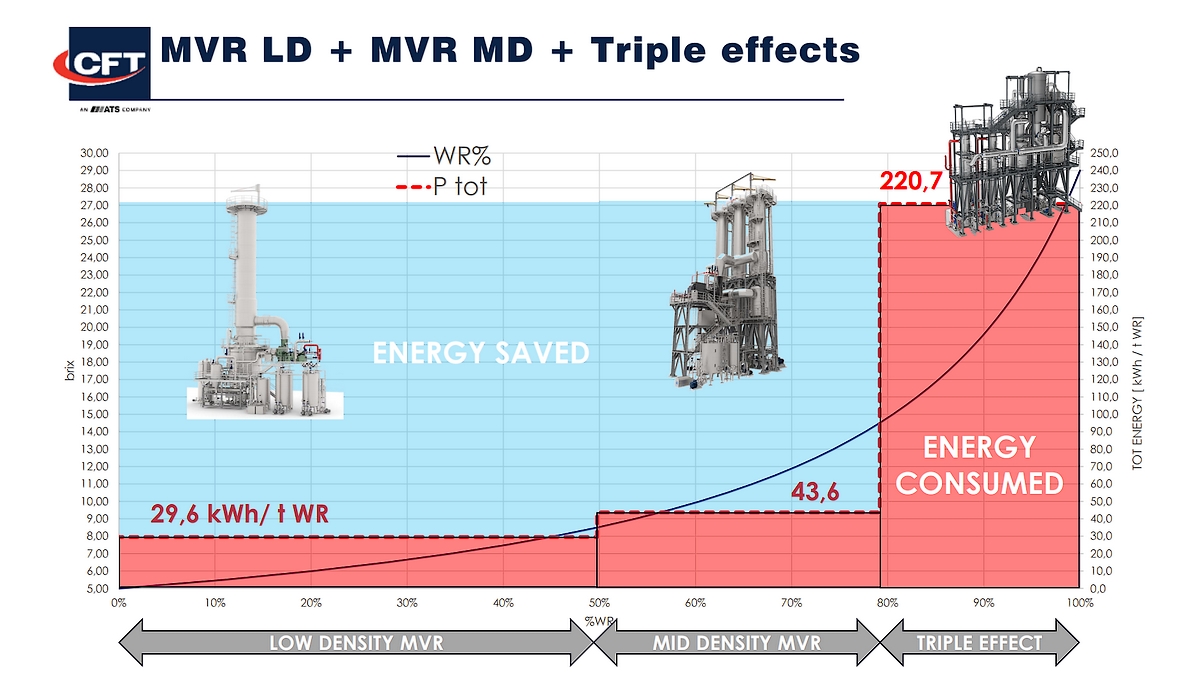
All that light-blue area in the cart represents the energy we have been saving in this situation; to give just a rough number, at European Euro-27 average cost of energy, and for a 2.400 tons per day line, the saving to the base line can be as much as 1.5 million euros per year, plus short of 500,000 euros of carbon credits per year. These are big numbers indeed.
End of part 1 – the 2nd part will shortly follow
Some complementary data
The era of zero-steam tomato plants, Mario Gozzi (CFT)
The economic, social and environmental sustainability of the European tomato supply chain, Antonio Casana (Tomato Europe)
Sources: CFT, World Processing Tomato Congress (2024, Budapest)






















{kind=link}